Аддитивные плазменные технологии. Наиболее часто задаваемые вопросы
Решения для дуговой наплавки проволочными материалами (WAAM)
НАИБОЛЕЕ ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
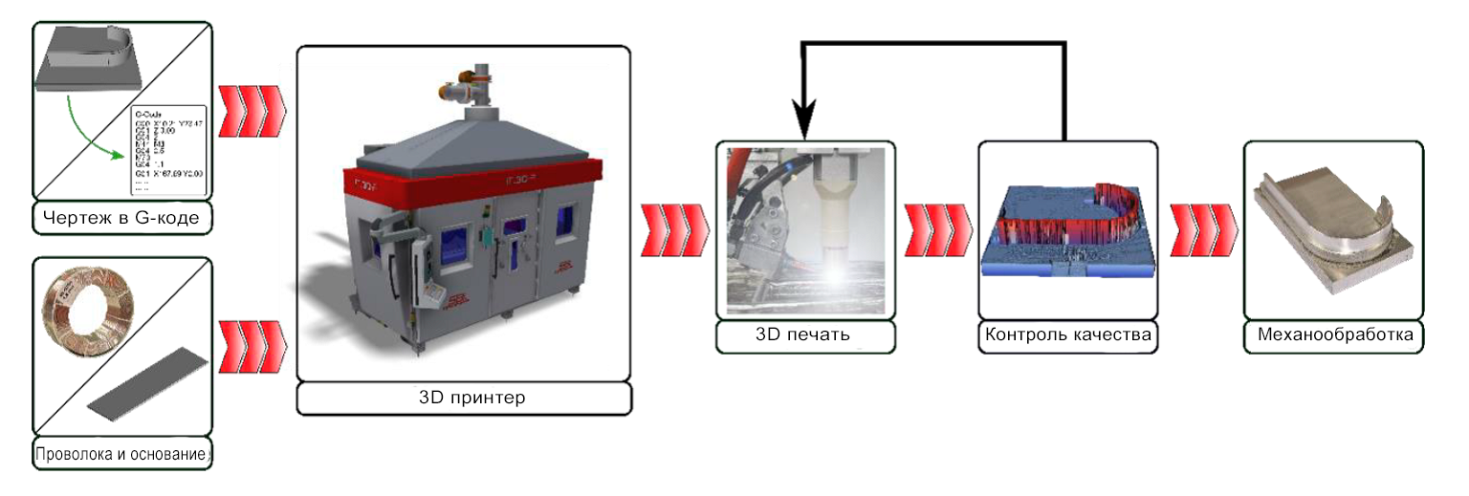
1. Как работает процесс 3D печати?
Наплавка плазменной проволокой в соответствии с классификацией ASTMF42 является процессом направленного осаждения - наращивания (DED). Это может быть классифицировано как дуговое наплавление проволочных материалов (WAAM). WAAM описывает все процессы, которые используют проволоку в качестве сырья и электрическую дугу в качестве источника тепла. В случае плазменного наплавления дуга создается плазмотроном.

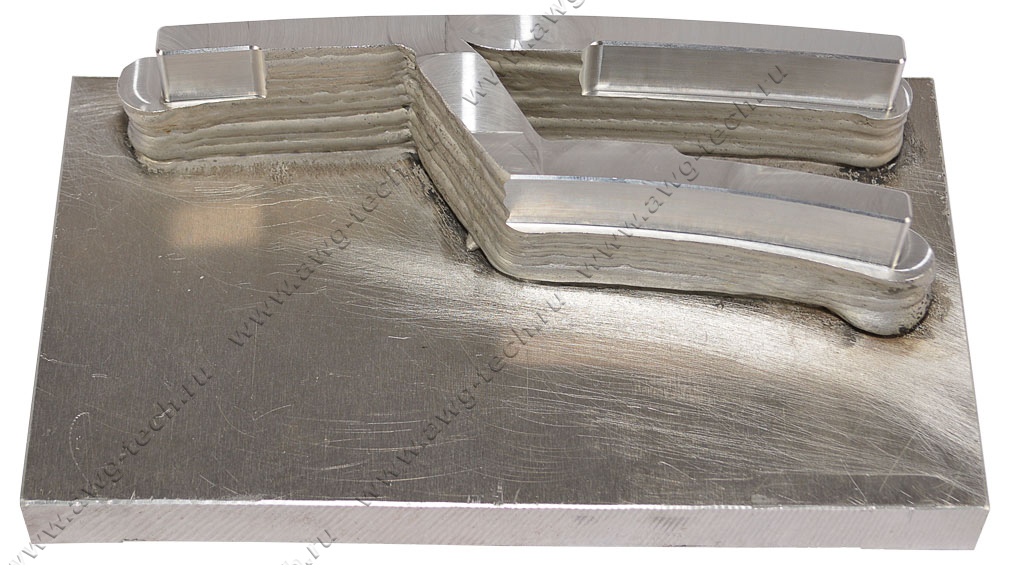
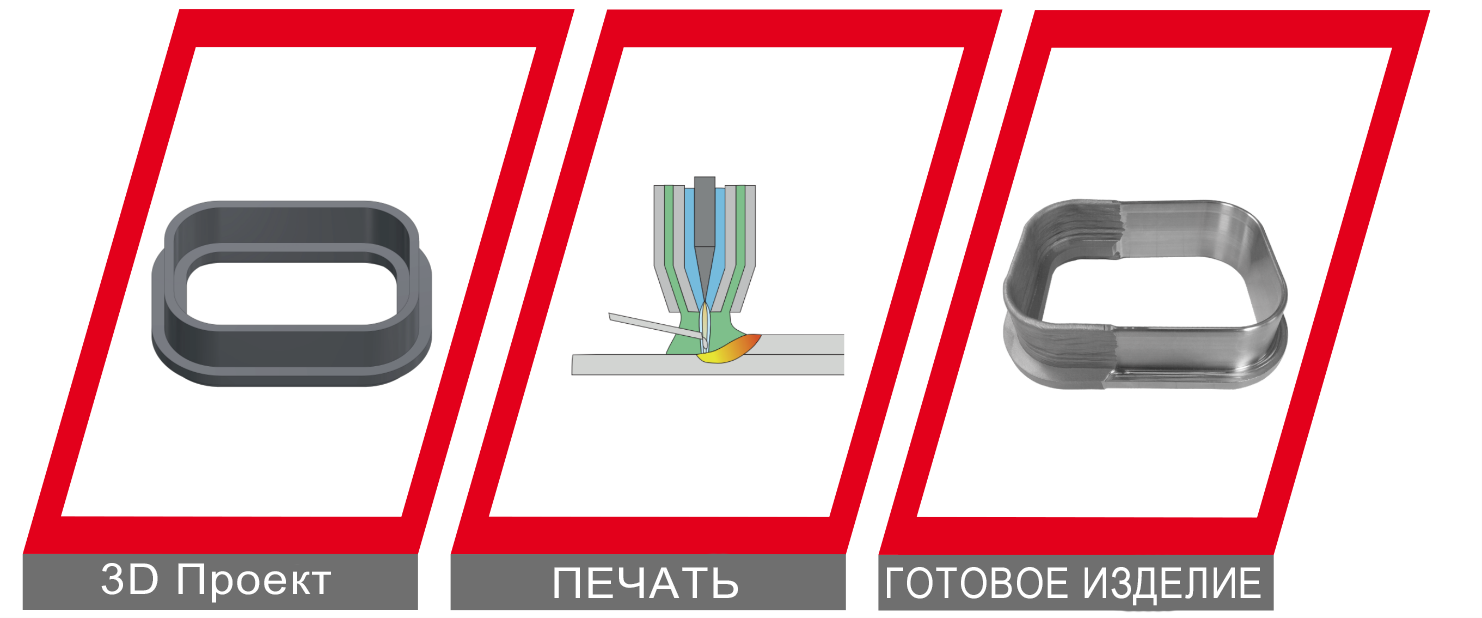
Процесс начинается с печати первого слоя на подложке. При необходимости подложку можно также использовать как часть конечного продукта. Наплавление достигается путем формирования плавильной ванны с плазменной горелкой и добавления присадочной проволоки, которая расплавляется и добавляется в плавильную ванну.
После первого слоя (слой # 1) плазмотрон движется по этому же пути для получения второго слоя (слой # 2). Повторяя эту процедуру для других слоев, можно создать произвольную деталь
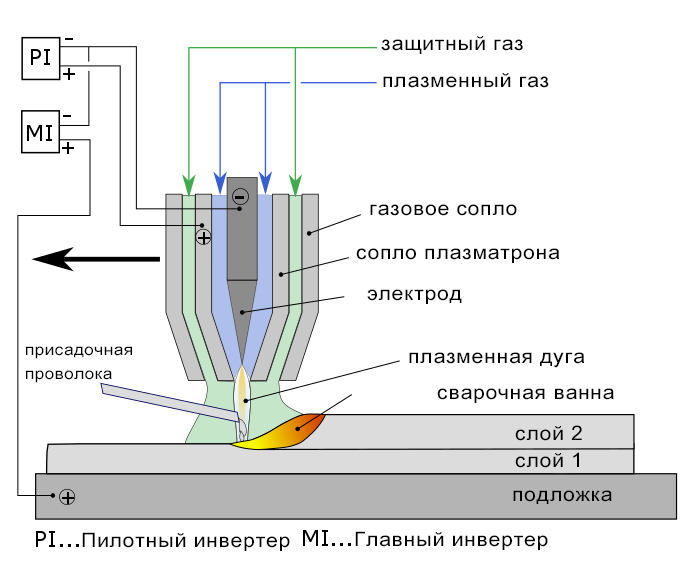
Полный вид сечения через AM-систему компании SBI – 3D принтер M3DP; процесс проходит в воздухонепроницаемой камере:

2. Каковы преимущества перед другими процессами WAAM (аддитивное производство проволочными материалами)?
2.1. Преимущества перед EBEAM (электронный луч):
- Меньшая стоимость
- Нет необходимости в вакууме
- Лучшее и, следовательно, более быстрое охлаждение
- Устойчив к электромагнитным полям
- Нет потери легирующих элементов из-за высоких температур
- Нет конденсации паров металла на смотровых отверстиях
- Нет опасности из-за электронного излучения
- Для работы машины не требуется высококвалифицированный оператор
- Более энергоэффективный
- Нет ошибок из-за прогиба проволоки из-за большего диаметра луча
- Более быстрая подготовка атмосферы для печати
- Возможность организации шлюзов для быстрой обработки деталей
2.2. Преимущества перед Лазером:
- Менее дорогой при равных комплектациях машины
- Нет опасности за счет отказа защиты от лазерного излучения
- Нет ошибок из-за прогиба проволоки из-за большего диаметра луча
- Лучше эффект очистки при печати алюминия
2.3. Преимущества перед GMAW (MIG) - Полуавтоматическая сварка в среде защитного газа:
- Более высокая плотность энергии плазменной дуги
- Возможен предварительный нагрев с помощью плазменной горелки (лучшее слияние слоев)
- Ток и скорость подачи проволоки являются независимыми друг от друга и могут управляться отдельно (дуга без подачи проволоки)
- Возможна многопроволочная подача, поэтому более высокие скорости наплавки
- Не склонен к горблению
- Без брызг и почти без образования дыма
- Более высокая скорость наплавки возможна, благодаря горячей проволоке
- Лучшее проплавление
- Сертифицированный процесс для аэрокосмической промышленности
- Лучше эффект очистки при печати алюминия
- Легче перенастроить систему при использовании другого диаметра проволоки
- Легирующие возможности благодаря использованию нескольких проволок
2.4. Преимущества перед GTAW (TIG) - Дуговая сварка неплавящимся электродом в защитной атмосфере инертного газа:
- Более высокая плотность энергии, следовательно, более высокая скорость наплавления
- Лучшее проплавление
- Режим TIG также возможен с PWD машиной
- Возможность более длинной плазменной дуги
- Фокус плазменной дуги не так подвержен длине дуги, как фокус дуги TIG
- Поджиг дуги плазмы пилотной дугой вместо высокого напряжения, которое может повлиять на управление машиной и вызвать сбои в работе окружающего оборудования.
- Защищенный электрод
- Возможна меньшая толщина стенок из-за сфокусированной плазменной дуги
- Легкая замена и идеальная повторяемость расходных материалов
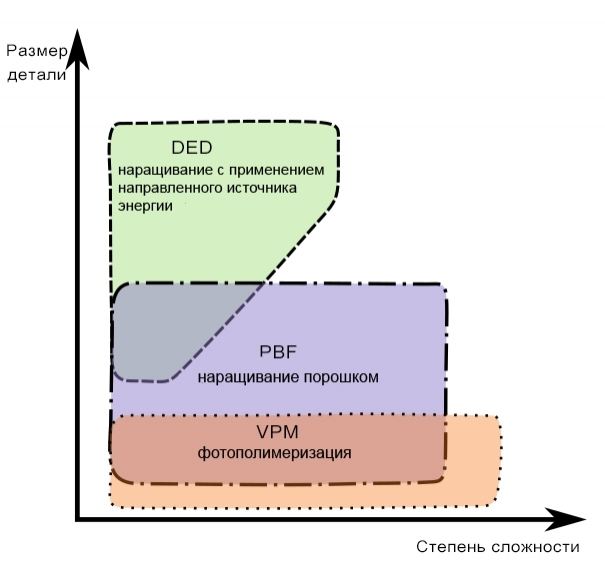
3. Каковы преимущества перед методом плавления в порошковом слое?
- Нет опасности взрыва!
- Отсутствие порошкового загрязнения машины и окружающей среды.
- Нет необходимости в системах рециркуляции порошка
- Не требуется дорогостоящих процессов последующей обработки, таких как горячее изостатическое прессование.
- Более дешевое сырье, цена порошка в два с лишним раза выше цены проволоки.
- Снижение инвестиций в оборудование
- Значительно более высокие скорости осаждения
4. Какова область применения деталей PWD?
Большой объем, высокая прочность и меньшая сложность, PWD предназначен для конструктивных деталей.
5. Каковы недостатки перед методом плавления в порошковом слое?
- Процесс PWD представляет собой технологию изготовления формы близкой к заданной, и поэтому напечатанную деталь в дальнейшем необходимо обработать.
- Необходимо разрабатывать производственный процесс от модели до готовой детали.
6. Толщины стенки, которую нужно произвести:
| Материал | Минимум [мм] | Максимум [мм] | При колебании [мм] |
| Алюминий | 4 | 12 | >12 |
| Сталь | 2 | 10 | >10 |
| Титан | 2 | 10 | >10 |
7. Скорость осаждения:
| Материал | Макс. расход [кг/ч] |
| Алюминий | 4 |
| Сталь | 10 |
| Титан | 5 |
8. Язык управления:
Возможность программирования любого языка.
9. Расход газа:
Во время продувки: 1000 л/мин
Во время производства: 100 л/мин
10. Какие газы используются:
Обычно это Argon 4.6, для лучшего эффекта охлаждения можно использовать гелий.
11. Время продувки газа:
Время продувки составляет около 15 минут на объем камеры 10 м³.
12. Можно ли выполнять фрезерные операции на станке M3DP?
Да, со специальной опцией фрезерования для мелких операций.
В основном полезно для ремонта или фрезерования на участках, недоступных после печати.
13. Нужен ли внешний водоохладитель?
Только в том случае, если на месте отсутствует контур водяного охлаждения.
14. Может ли обрабатываться порошок?
Да, при наличии специальной опции для порошка
15. Можно ли обрабатывать пластик?
Нет
16. Доступна ли онлайн проверка качества?
Да, реализовано несколько стандартных функций.
Несколько физических показателей регистрируются и сравниваются с установленными значениями в предварительно заданном диапазоне допуска.
Видеозаписи и физические значения сопоставляются в файле журнала для последующего анализа.
Доступны дополнительные средства контроля качества:
- 3D-контроль формы, чтобы измерить нанесенный слой за слоем и сравнить с желаемой 3D-моделью.
- Оптический датчик для расширенного обнаружения ошибок (например, плотность дуги, износ расходных материалов и дефекты сварки).
17. Какие данные регистрируются?
Физические данные, которые находятся под электронным контролем.
Список данных:
- токи дуги и горячей проволоки и напряжение
- расход газа, его давление и температура
- давление потока водного охлаждения и его температура
- скорость подачи проволоки и токи подачи
- линейная скорость и координаты всех осей
- ошибки приводов, инверторов, насосов, газов и температур
- атмосферные и межслойные температуры
- геометрические данные, если встроен 3D- сканер
18. Возможно ли моделирование путей печати?
Да, симуляция пути визуализируется в HMI.
19. Как можно сохранять программы печати?
Программа может храниться на 3D-принтере или через Ethernet на локальном сервере.
20. Возможно ли дистанционное обслуживание?
Да, удаленное обслуживание может быть выполнено через Ethernet с использованием локальной сети Интернет или путем сборки дополнительной мобильной сети передачи данных, если разрешено использовать подключение к локальной сети.
Несколько функций могут обрабатываться удаленно, такие как обновления программного обеспечения, настройки параметров, анализ неисправностей и т. д.
21. Можно ли охлаждать подложку?
Да, подложка может быть охлаждена путем охлаждения рабочего стола
22. Нужна ли дополнительная обработка готового изделия?
Процесс PWD представляет собой технологию изготовления формы близкой к заданной, и поэтому напечатанную деталь в дальнейшем необходимо обработать (фрезерование и/или токарная обработка).
Термическая обработка после печати может быть необходима для получения подходящих механических свойств для обработки. Если механическая обработка закончена, продукт может быть подвергнут термообработке, чтобы получить требуемые механические свойства для применения.
23. Как G-код попадает на машину?
G-код может быть передан на 3D-принтер через интерфейс USB HMI или через Ethernet.
Чтобы перейти от CAD-модели к печатному G-коду, CAD-модель нарезается в специальном программном обеспечении. Программное обеспечение планирует пути и стратегии печати в соответствии с заданной высотой слоя и толщиной слоя.
24. Как часто необходимо менять расходные материалы?
Это зависит от скорости осаждения и от материала, который будет напечатан.
Для титана через 4-8 часов расходные материалы необходимо заменить. Для алюминия расходные материалы необходимо заменить через 2 часа печати.
25. Можно ли заменить расходные материалы автоматически?
Да, благодаря специальной конструкции горелки возможна автоматическая замена.
Смотрите фото и видео работы 3d принтера по ссылке