Плазменная наплавка: описание и преимущества
Наплавка как процесс предназначена для восстановления изношенных поверхностей, например, шеек коленчатого вала, элементов ковша экскаватора, подверженных износу при контакте с землей, штоков цилиндра, валов прокатного стана и т.д.
Также наплавка может применяться для придания поверхностям деталей, работающим в определенных средах, определенных свойств. Например, повышение твердости наружных поверхностей бурового инструмента, повышение износостойкости элементов запорной арматуры, повышение твердости поверхностей горнодобывающего оборудования.
Технология наплавки позволяет существенно экономить, восстанавливая изношенные части изделий с необходимыми параметрами твердости поверхностного слоя вместо дорогостоящего выпуска новых изделий.
Существует много методов и технологий наплавки, каждый из них находит свое применение, компания SBI специализируется на плазменной наплавке. Плазменная наплавка - это наиболее аккуратный и производительный процесс наплавки.
Общий принцип формирования плазменной дуги описан в статье: Плазменная сварка: принцип работы, особенности и преимущества
Плазменная наплавка может производиться с проволокой и порошком.
Схема плазменной наплавки с проволокой по сути – это схема плазменной сварки с подачей проволоки, только энергия дуги тратится на расплавление проволоки и частично подогрев и плавление верхнего слоя детали, на которую производится наплавка.
Схема плазменной наплавки с порошком немного отличается. В ней тоже вольфрамовый электрод, плазменное и наружное сопло, но сопло имеет отверстия для выхода порошка. Порошок подается из специального накопителя (порошкового питателя) по каналам для подачи порошка в горелку, по каналам горелки он движется и выходит через отверстия в плазменном сопле и попадает в зону горения дуги, расплавляется и переносится на наплавляемую деталь.
Порошок по каналам передвигается благодаря так называемому транспортному газу – тот же аргон, который подается под небольшим давлением и с небольшим расходом в питатель.
Основное отличие процесса с порошком от наплавки проволокой, что порошок может иметь разные фракции, его подавать можно в очень небольшом количестве, достигая малых толщин наплавляемого слоя, т.е. наплавка может быть намного аккуратнее, чем проволокой; порошок может обладать таким составом, что после наплавки поверхность может иметь твердость до 65 HRC.
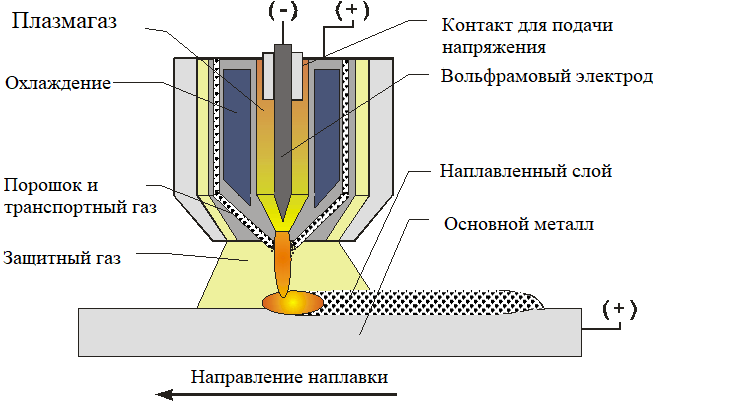
Рисунок - Схема процесса плазменной наплавки порошком
Наплавляемые материалы
1. Плазма + проволока:
- нержавеющие стали
- низкоуглеродистые стали
- титан
- бронза, латунь
- сплавы алюминия (для источника PMI-350AC/DC)
2. Плазма + порошок:
- порошковые материалы с широким диапазоном фракции и свойствами наплавленного слоя, например, порошки на основе никеля или карбида вольфрама
Отличия плазменной наплавки от других видов наплавки
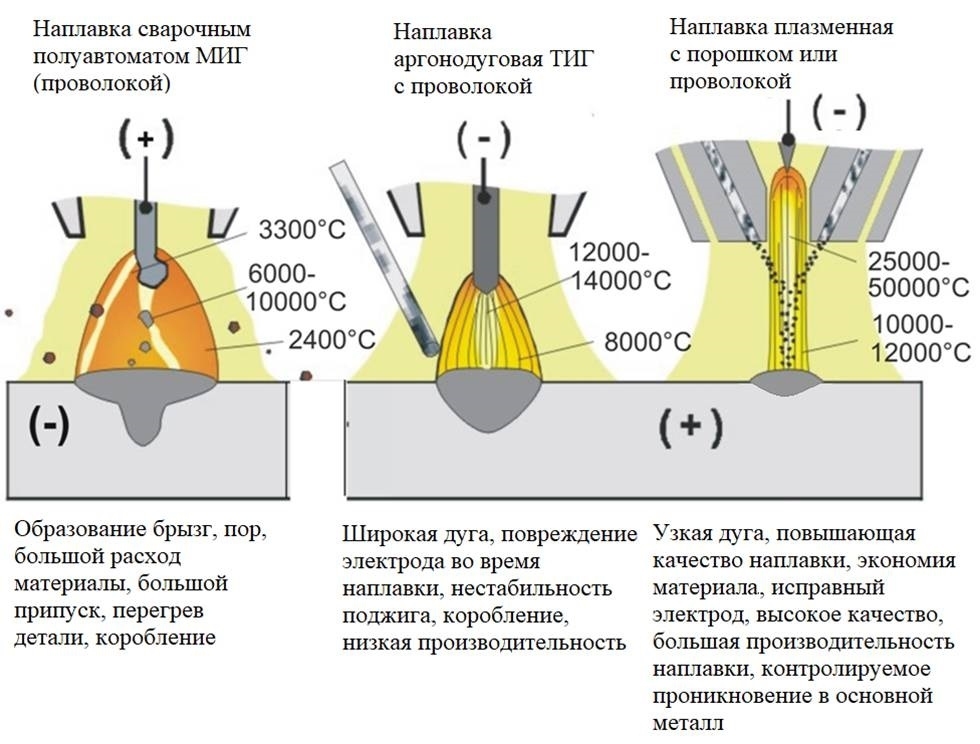
Преимущества плазменной наплавки:
- Высокая плотность энергии, узкая дуга, позволяющая производить наплавку максимально аккуратно
- Высокая скорость подачи порошка 0,18 до 24 кг/час (есть питатели с подачей до 60 кг/час)
- Однородное покрытие, отсутствие пор
- Минимальный припуск на последующую обработку (при необходимости)
- Незначительный нагрев основного материала, в связи с этим малое коробление после наплавки
- Превосходная повторяемость
- Обеспечение возможности 100% автоматизации
- Высокая надёжность зажигания дуги благодаря вспомогательной дуге
- Неприхотливость и простота процесса
- Отсутствие проблем, присущих МИГ и ТИГ процессам – магнитное дутье, перегрев металла, невысокое качество, малая производительность
Выполненные проекты и примеры работ по наплавке можно посмотреть в разделе наших проектов - наплавка
Описание оборудования для наплавки находится в разделе Оборудование для наплавки