Плазменная шовная сварка: особенности и преимущества при сварке различных металлов
- Сварка металлов толщиной от 0,05 до 1 мм производится с помощью аппаратов для микроплазменной сварки, которые позволяют тонко регулировать сварочные параметры и успешно управлять процессом сварки.
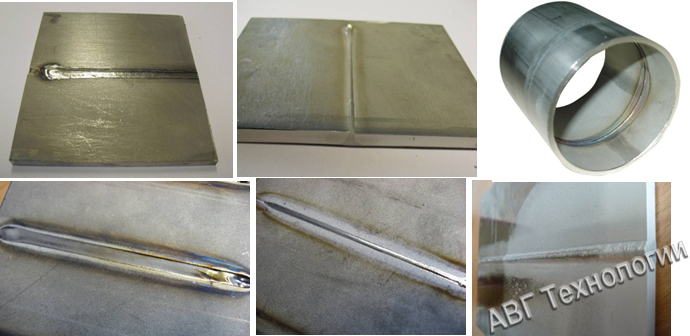
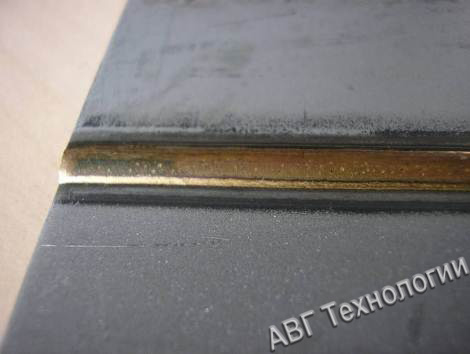
- Плазменная сварка металлов толщиной от 0,5 до 3 мм отличается от аргонодуговой сварки более высокой скоростью (до 4 м/мин) и качеством шва. На рисунке – образцы из нержавеющей стали, меди, бронзы.


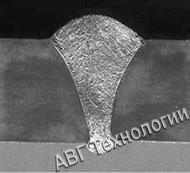
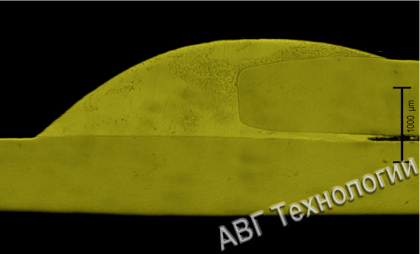
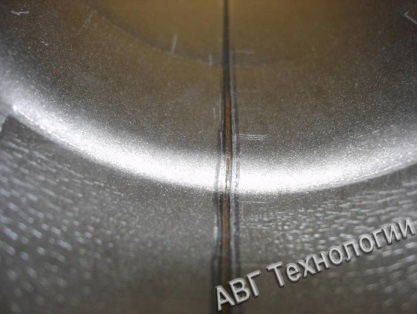
- Плазменная сварка нержавеющих, низкоуглеродистых сталей, титана и алюминиевых сплавов толщиной от 3 до 8 мм производится по методу «проникающая плазменная дуга» за один проход, без разделки кромок. Эта особенность значительно выделяет плазменную сварку на этом диапазоне толщин среди других видов сварки, позволяя экономить производственное время. При TIG и MIG/MAG сварке при таких толщинах требуется производить предварительную разделку кромок перед сваркой и варить в несколько проходов. Также из-за необходимости заполнения разделки возникают большие затраты на сварочную проволоку.
На рисунках ниже примеры плазменной сварки образцов из титана, нержавеющей и низкоуклеродистой стали
- Плазменная сварка алюминиевых сплавов характеризуется по сравнению с аргонодуговой TIG сваркой большей стойкостью электрода, т.к. электрод находится внутри сопла и менее подвержен разрушению, это уменьшает количество простоев из-за смены расходных материалов, обеспечивает стабильность дуги и стабильность поджига. По сравнению с ТИГ у плазмы более глубокое проплавление. По сравнению с полуавтоматической сваркой, плазма не дает брызг и пор.


- Оцинкованные стали успешно и стабильно варятся плазмой. Налипание паров цинка на электрод минимально, поэтому, как и при сварке алюминия, процесс очень стабилен. Цинк при сварке выгорает, но в узкой зоне.

- В случае, когда необходимо сохранить цинковое покрытие, применяют процесс плазма-пайки. При этом получается прочное, стойкое к коррозии соединение. Процесс может быть произведен вручную и автоматически. Скорость плазма-пайки в автоматическом режиме – до 1,5 м/мин.
Плазменная точечная сварка: особенности,
преимущества и применение