Плазменная точечная сварка при производстве вагонов
Краткое описание технологии плазменной сварки при производстве вагонов
Проект IGM г. Тверь
SBI Produktion technischer Anlagen GmbH.
Dr. Dipl.-Ing. Stefan Gießler
Плазменная точечная сварка
Свойство плазменной дуги глубоко проникать в металл за определённый промежуток времени лежит в основе принципа плазменной точечной сварки металлов.
Сущность этого способа состоит в точечном соединении листов металла толщиной от 0.2-3.0 мм, используя тепловую энергию плазменной струи. Для производства такого соединения необходимо сжать, для удаления зазора между листами, плазменной горелкой место соединения и нажатием кнопки произвести сварку. Необходимая продувка газов и сам процесс сварки произойдёт автоматически.
В зависимости от поставленных задач возможна поставка различных модификаций плазменных горелок как для ручной так и для автоматической сварки.
При старте процесса сварки, благодаря встроенному высоковольтному блоку зажигания дуги (осцилятору), происходит ионизация плазмообразующего газа и при одновременной подаче напряжения от инвертора, загорается электрическая дуга между вольфрамовым электродом и свариваемым изделием.
В отличии от свободно горящей дуги источников TIG сварки, электрическая дуга фокусируется керамическим плазмообразующим соплом и превращается в струю ионизированного газа (плазму). В зависимости от количества переданной энергии расплавляется верхний и частично нижний (до определённой глубины) лист металла, расплавленные металлы смешиваются и после погасания дуги застывают, образуя неразъёмное соединение.
Вольфрамовый электрод находится в середине горелки и зазор между электродом и свариваемым изделием составляет 1-5мм в зависимости от толщины изделий.
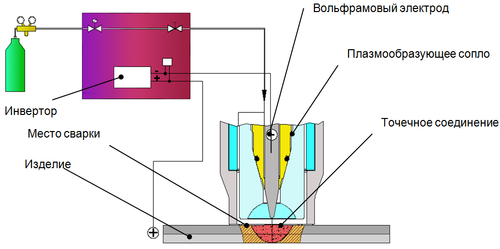 Рис.1 - Функциональная схема плазменной точечной сварки PSW-500
Рис.1 - Функциональная схема плазменной точечной сварки PSW-500
На передачу тепловой энергии к месту сварки влияют следующие параметры:
- Сила сварочного тока
- Длительность процесса сварки
- Модуляция сварочного тока
- Количество и качество газа
Качество газа:
Для защиты электрода и сопла от перегрева лучшим газом считается аргон, т.к. он инертен и имеет малую теплопроводность. Однако аргон малоэффективен для преобразования электрической энергии в тепловую. Водород обладает высокой теплопроводностью и лучше других преобразуют энергию дуги в тепловую, однако в чистом виде это приводит к перегреву и разрушению сопла.
Для хром–никелевых сталей и сталей с толщиной больше 1.5мм в качестве стандартного газа применяется аргон с примесью водорода от 2-6%. При увеличении части водорода в аргоне происходит резкое увеличение излучаемой энергии на свариваемое изделие, это связано с существенно большей теплопроводностью водорода по сравнению с другими газами.
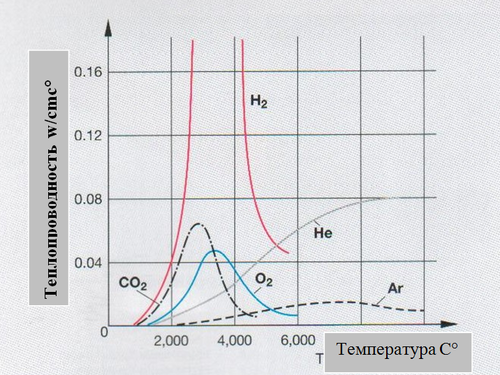 Рис 2 - Теплопроводность защитных газов
Рис 2 - Теплопроводность защитных газов
Для контроля проникновения энергии через листы металла, особенно если нижний тоньше верхнего листа и предотвращения прожогов, применяются медные подкладки под нижними листами. Медные подкладки защищают нижний лист от перегрева и одновременно увеличивают зону расплавления верхнего листа.
Очень большую роль для этого вида сварки играет теплопроводность свариваемого материала. Хром-никелевые стали имеют низкую теплопроводность и поэтому очень хорошо свариваются, по сравнению, например, с алюминием и его сплавами.
Плазменная сварка стыковых, нахлёсточных и тавровых соединений
Плазменная дуга
Плазма - это ионизированный газ, состоящий из положительно и отрицательно заряженных частиц, общий заряд которых равен нулю. Основным фактором, вызывающим ионизацию, является высокая температура газа, поддерживаемая энергией электрического тока.
Тем самым в плазму можно преобразовать обычные газы. Однако в сварочной технике, понятие плазмы используется в отношении принудительно сжатой дуги, обладающей большой энергией. Важно отметить, что за счёт фокусировки дуги достигается высокая плотность энергии на заготовке.
Плазменная горелка или плазмотрон работает с двумя независимыми друг от друга дугами. Для облегчения возбуждения основной дуги используется дежурная или вспомогательная дуга. Вспомогательная дуга имеет отдельный источник питания (пилотинвертор) и горит между вольфрамовым электродом и плазмообразующим соплом. Электрод и сопло охлаждаются встроенным в сварочный аппарат холодильной установкой. Основная дуга (плазменная струя) горит между электродом и свариваемым изделием.
Плазменной струёй можно сваривать почти все металлы с различным пространственным расположением швов. Защитный газ аргон является одновременно и плазмообразующим газом.
К достоинствам плазменной дуговой сварки относится стабильность дуги при изменении её длины, высокая производительность процесса сварки, повышенный провар без раздела кромок.
При сварке, в случае необходимости, применяют присадочный материал, который вводят прямо в сварочную ванну вручную или автоматически.
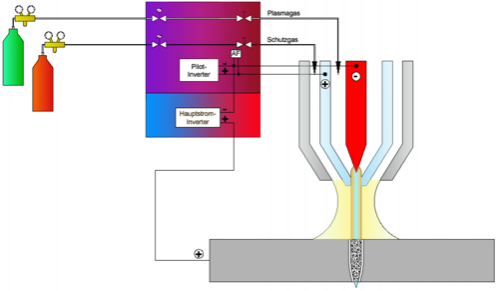
Рис.3 - Функциональная схема PMI-500
Газы
Для этого вида сварки обычно используют два газа, плазмообразующий и защитный. При необходимости для улучшения поверхности и корня сварочного шва, производят их дополнительную формовку.
Плазмообразующий газ в большинстве случаев аргон первого сорта (Ar 4.6), ионизируясь, превращается в плазму, становится электропроводящим и переносит необходимое количество энергии к свариваемому изделию.
Защитный газ предотвращает доступ кислорода к сварному шву. Часто используют защитный газ с добавкой водорода или гелия для увеличения энергии в месте сварки.
Для формирование корня шва используются подкладки с выфрезерованной канавкой для подачи газа. Используемые газы - аргон или аргон с добавками водорода в зависимости от требований к сварном швам.
Для формирования поверхности сварного шва используется устройство(сапожок), которое крепится на горелке и выходящий газ защищает во время остывания металла сварной шов от доступа кислорода. Используемые газы, аргон или аргон с добавками водорода в зависимости от требований к сварном швам.
По сравнению с аргонодуговой сваркой неплавящимся электродом преимущества плазменной сварки следующие:
- меньшее влияние расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
- меньшее влияние изменения тока на форму дуги, а следовательно, и на стабильность проплавления металла;
- высокая надежность зажигания дуги, благодаря дежурной дуге;
- отсутствие включений вольфрама в сварном соединении;
- повышение скорости сварки;
- меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток почти в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с меньшей зоной термического влияния.
Макеты установки.
(1.0) Сварочные агрегаты PMI 500
(2.0) Подача присадочной проволоки с встроенным устройством переключения для выбора вида горелки(точечная или стыковая сварка)
(3.0) Ручная плазменная горелка APW 150 W с подачей проволоки
(4.0) Ручная плазменная горелка для точечной сварки PSW
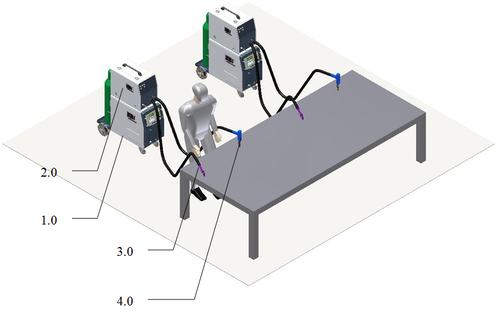 Рис. 4 - Макет рабочего места для ручной сварки
Рис. 4 - Макет рабочего места для ручной сварки
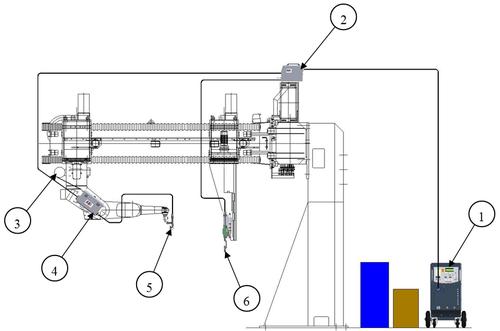
Рис.5 - Макет рабочего места для автоматической сварки
Рис.5:
1) Сварочный агрегат PMI 500
2) Устройство переключения нужной горелки с встроенными регуляторами плазмообразующего газа.
3) Катушка с присадочной проволокой
4) Подающее устройство
5) Плазменная горелка для стыковой сварки APW 500 MT 180°
6) Плазменная горелка для точечной сварки с разъёмом для автоматической замены.
Ручная плазменная точечная сварка
Автоматическая плазменная точечная сварка окон вагонов
Больше фото и видео процесса читайте в разделе "Автоматическая плазменная сварка стыковых швов обшивы и плазменная точечная сварка стоек боковин вагонов"